





Método japonés Kaizen: El enviado especial de D&F Muebles a FEDEMA 2016 registró la disertación completa del ingeniero Rodolfo Foglia, quien se desempeñaba entonces como Responsable de Asistencia en Gestión y Procesos Productivos para MiPymes en INTI Madera y Muebles. Fue en el Galpón C del Predio Vuelta Fermoza de la capital formoseña, a metros del río Paraguay. Artículo publicado originalmente en diciembre de 2016.
“Buenas tardes, muchas gracias por invitarme. Trabajo en el INTI, que está dividido en diferentes sectores industriales. Hay 50 centros de investigación y cada uno cuenta con su representante del sector industrial
Yo represento al de la Madera y el Mueble. Dentro de este Centro yo me hice cargo del área de Asistencia Técnica en Gestión y Procesos Productivos. Entonces me propusieron hoy charlar sobre mejora continua en el sector maderero.
Nosotros hacemos asistencia técnica a las empresas a las cuales visitamos en un programa de aproximadamente 8 a 10 meses para mejorar su eficiencia .
Las técnicas que utilizamos son las que vamos a mostrar hoy: el método Kaizen. Conceptos, beneficios e implementación para que el fabricante lo pueda aplicar directamente sin tanta dedicación o estudio. Se llevan una guía practica.




En esta primera parte vamos a hacer eje en un concepto: competitividad puertas adentro. En nuestra área tratamos de mejorar la competitividad de la industria .
Y la competitividad tiene un contexto, pero también se puede manejar puertas adentro fundamentalmente para poder aumentar la capacidad de producción, reducir costos y mejorar la calidad. Son todos factores indispensables para elevar la competitividad y las utilidades.
Estas cuestiones se pueden mejorar dentro del proceso productivo y aplicando metodología. Más allá que la competitividad también va a estar influenciada por el tipo de cambio y la coyuntura económica, obviamente que va a influir, pero fundamentalmente nuestro objetivo es que internamente la empresa sea eficiente.
Los cinco puntos que determinan la competitividad son estos (ver imagen):
– Calidad

– Precio
– Tiempo de entrega
– Servicio
– Medio ambiente
Fundamentalmente nosotros trabajamos siempre con los tres primeros Los tres primeros se logran aumentando la productividad. La productividad nosotros la definimos como la productividad de la mano de obra porque sería la cantidad de producto que puedo fabricar sobre los recursos invertidos.



Como el recurso que se regenera mes a mes y que es muy difícil de amortizar. Generalmente no se amortiza el valor de la hora hombre; nosotros tratamos de trabajar fundamentalmente en lo que es la metodología y la mano de obra.
Entonces buscamos la eficiencia para mejorar la productividad, no aumentando la cantidad de producción -comprando máquinas, mejorando todo lo que sea la aplicación de máquinas- sino trabajamos en mejorar los métodos y la capacitación de los recursos humanos.
Después una vez que logramos que esto ande bien y si la escala de ventas lo permite, se ve de incorporar máquinas y tecnología.
Los beneficios de aplicar esta metodología y mejora continua son:
– Incrementa la eficiencia
– Co-participación de todo el personal
– Motiva al personal porque se siente participe de la solución

– Y permite aumentar la capacidad de producción sin inversión o con mínima inversión.
Beneficios de su aplicación: hay ejemplos reales de algunos resultados obtenidos en fábricas de muebles (ver imagen), como por ejemplo el aumento de la capacidad de producción o la reducción del tiempo de entrega. Trabajando sólo en la organización del proceso, mejora las comunicaciones internas y los métodos de trabajo.
Otro ejemplo de otra fábrica, en el sector de armado aumentaron su productividad trabajando en la metodología, en la planificación de la producción. Reduciendo los tiempos de entrega
Los proyectos a medida y a pedido son especiales. Al trabajar con planeamiento de la producción organizando un poco las funciones dentro de la estructura organizativa de la planta se pueden reducir los tiempos de entrega repercutiendo en el impacto económico.
Porque cuanto antes se entrega, antes se cobra. Entonces también mejora el tipo de cambio.

El otro caso es de eliminación de capital no inmovilizado en un aserradero en Misiones. Trabajamos en la metodología de desempalillado. Es el proceso donde las tablas van en el secado en horno bien apiladas sobre varillas. Se paraliza la madera y después hay que embalarla y entregarla a los distribuidores, y para eso hay que sacar esos palillos que funcionan como separadores.
Ese proceso es manual y sin incorporar una máquina se logró que ese proceso equiparara la producción del aserradero y de los secaderos. Entonces, las tres etapas fundamentales de este aserradero estaban en sincronía, casi la misma velocidad y se logró vaciar un galpón con esa metodología. ¿Por qué? Porque todos esos pallets de tablas que salían del secadero había que reubicarlas para que después pasaran por el proceso manual y se pudieran embalar para que vayan al cliente.
Estos son ejemplos de beneficios que se logran con esta metodología de mejora continua.
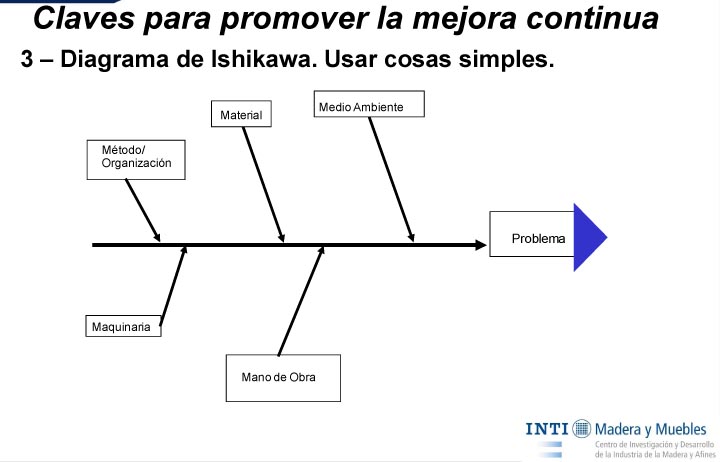
Pero primero hay que saber dónde tengo que actuar, dónde están las pérdidas en producción. Entonces utilizamos lo que los japoneses dicen las siete pérdidas del sistema de producción
Las califican en:
1- Pérdidas por fallas y retrabajos;
2- Cambios por procesamientos innecesarios;
3- Perdidas por traslados internos;
4- Por movimientos innecesarios de trabajadores;
5- Pérdidas por espera del trabajo;
6- Pérdidas por tener alto inventario;
7- Pérdida por producción en exceso.
No estamos hablando de pérdidas de material, sino que fundamentalmente se habla de pérdida de horas/hombre de trabajo.
En muchos lugares la hora hombre es cara y dentro de la distribución de costos la hora hombre pesa casi un 50 por ciento. Entonces, utilizando estas técnicas nosotros podemos incorporar metodología entrenando a la gente. Lograr una mejor eficiencia. La eficiencia la logra la gente. Las empresas están dirigidas por gente y nosotros tenemos que trabajar sobre la gente.
– Algunas de estas pérdidas por fallas y retrabajos son problemas de calidad en el producto. Muchas veces es por falta de comunicación y definiciones en el momento de planificar la producción; no se aplican bien los trabajos, viene de vuelta la mercadería por ese motivo y obliga a retrabajos. Un mueble que a lo mejor implica una hora de trabajo, es decir todo el armado, con un retrabajo que va a siete horas porque hay que desarmarlo, reemplazar las partes falladas, volver a armarlo y volver a pintarlo.
– Pérdidas por procesamientos innecesarios: cuando tengo máquinas que están trabajando mal, que están desafiladas tengo que volver o hacer trabajos manuales fuera de línea.
– Perdidas por traslados internos: es cuando no le damos mucha importancia a la carpintería, al tratado del material.
– Movimientos innecesarios de los trabajadores: los trabajos no se han estandarizado. Si bien pueden ser por proyecto -es decir, el producto no es estándar y cambia pedido tras pedido- si hay procesos que sí se pueden estandarizar -un proceso de fijado, un proceso en las placas-, hay maneras para hacerlo. Se puede observar de manera visual y el operario de mayor experiencia le puede explicar al de menor experiencia trabajar en equipo dentro de la fábrica.
Son todas cosas muy sencillas. Estamos hablando solamente de método, no de cambiar máquinas. Simplemente haciendo que la gente pueda trabajar un poco mejor.
Que significa mejora continua:
– Planear
– Hacer
– Chequear o verificar
– Y actuar
Todos los procesos tienen que tener este enfoque. Vamos a ver qué significa cada cosa.
– Planear: Antes de todo preguntarnos. Definir objetivo. Definir situación actual (si es en números, mejor).
En el sector maderero no registramos, no medimos. Es todo muy intuitivo. Todo está en la cabeza, entonces después nos olvidamos y cometemos los mismos errores.
Recolectar datos, ¿identificar causas posibles? Y establecer plan de acción. Prever problemas de todo tipo: problemas de programación, en la cantidad de producto, en un proceso ya sea técnico. Pero tiene que pensarse en todas las etapas y visualizar las causas más probables
– Hacer
Probar las propuestas. Establecer las pautas de control para ver si realmente es factible reemplazar el método anterior. Por lo que un punto clave es: capacitar y entrenar al operador del proceso en lo nuevo. Generalmente, cuando asignamos trabajos en este sector no le damos la oportunidad de capacitarse al operador y de tener un periodo de entrenamiento. Así el operador toma un régimen de trabajo adecuado al ritmo de producción.
La industria son horas. Hay que ser muy eficientes en el uso de las horas. Antes, con una buena calidad cualquier deficiencia el mercado lo pagaba. Hoy no, hoy hace falta muy buena calidad y muy buena eficiencia con más cortos tiempos de trabajo.
– Chequear
Después está la parte de chequear. Es decir, comparar los resultados y si dieron bien, estandarizar el nuevo método. Por ejemplo, cómo lijar el mueble antes de que entre en el sector de pintura. Hay técnicas, hay diferentes tipos de grano. Eso en una ayuda visual se puede capacitar al operador. Hay que despersonalizar la producción. No puede ser que el conocimiento el know how de la empresa pertenezca al operador del proceso y no a la empresa. Eso es grave. Tenemos que hacer que todo este conocimiento quede en nuestras empresas. Esto es mejora continua en pocas palabras”.
Leer: Función de grabados generados por Inteligencia Artificial en Londres
Imágenes: Gentileza INTI.






